To add to Robert's comments here, I agree that on the surface this appears to be a complex issue but it may not be.
My focus would be on the on-torque values you are getting despite the fact that you state that you are capping to a locked position and not a specific on-torque measurement. Nonetheless the premise of induction heat seal foil liners, as Robert has mentioned previously is based on three critical elements, PHT (pressure, heat & time). Many liner failures of this nature that I have witnessed had more to do with the pressure element, than the other two.
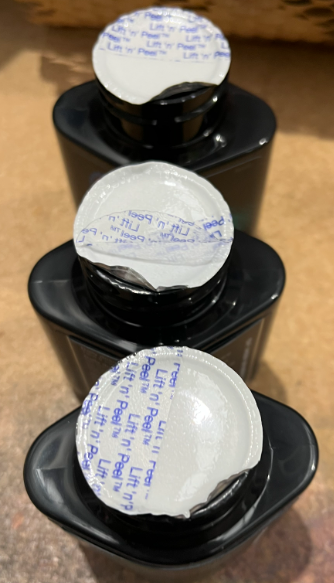
By way of your photos I'm guessing that the diameter of this closure is either a 20mm or 24mm. If so and regardless of the locking device and it's mechanical functioning, the cap still requires an on-torque value of approximately;
If 20mm = 8-12 in/lbs.
or if 24mm = 10-15 in/lbs.
The key question for me is, as the cap rotates into a locked position does it reach the required on-torque?
Does the locking mechanism have any free play such that it might back off after being applied, even if only minimally?
Does the locking feature block the cap from getting it's proper amount of on-torque pressure?
Getting a full 360 degrees of torque is essential to having a proper liner bond to the land area of the neck when the bottle passes through the heat sealer. Should the cap back-off even minimally, say 5-10 degrees before the induction unit, it would not necessarily be visibly apparent but could indeed lead to failure such as your pictures indicate.
I'd also like to add to Robert's point about the polyolefin foam substrate being used in these liners as indeed a thicker foam material may go a long way to solving this problem. You're using Selig's Lift 'n' Peel liner. Should you be using their U5 LP-M it has a 0.114mm spec on the foam whereas Selig's U10 LP-M has a 0.229mm thickness. If you have been using the U5 then perhaps to U10 would be helpful. If you've been using the U10, then I would suggest reaching out to Selig for additional guidance on what other liner might be better suited for you in this regard. You're cap supplier can put you in touch with them or reach out directly as their service people are happy to help end-users like you in this case. I can refer you to the good folks there should you need me to do so.
Perhaps you've explored all of these factors and if you have mentioned that along the way forgive me for overlooking any comments you may have made herein.
Happy to help further and if you'd like to DM me for a more detailed conversation I'd be pleased to have a call with you on this.
Good luck.
Sincerely,
------------------------------
Martin T. Downey CPP
Sr. Partner
365-999-6121
martin@brandedproductions.cawww.brandedproductions.ca------------------------------
Original Message:
Sent: 06-19-2025 07:27 AM
From: Robert Larkin
Subject: Temperature effect on Induction Seal
Thanks for the photos, but this is a complicated issue with a lot of variables - so more questions.
- How do you test for leakers? Do you lay the bottle on it side a wait a minute or two? The pictures look like someone flipped up the edge of the induction seal to test, is that the procedure?
- has your bottle and cap supplier been to your plant to look at the issue and try to resolve?
- can your cap supplier give you an induction seal with a ticker foam backing material to test?
- it seems like with the manual capping and the
- how much of a gap is there above the top of closure and the bottom of the sealing hear?
- is the induction head level - reason for this question is the failures in the photos all seem to be on one side of the bottle? Can you confirm of that is correct and where is that location?
- Is the failure related to a specific cavity number on the bottle?
- Is there headspace in the shipper?
There are a lot of factors that can be an issue, just need to keep digging deeper.
- bottle cavity number on failures - is it random or cavity specific?
- cavity number on the cap also?
- how many cases are sampled at warehouse 1 vs warehouse 2?
- are the failures located on a specific layer of the pallet?
- are the failures located on a specific area of the layer - like outer corner?
- if you leave a pallet in warehouse 1 for a couple of days, do you get any leakers? Trying to determine if it's time related or movement related?
Original Message:
Sent: 6/18/2025 8:10:00 PM
From: Anonymous Member
Subject: RE: Temperature effect on Induction Seal
This message was posted by a user wishing to remain anonymous
Hi Robert,
Thank you for your message. Here are my comments -

- So the process is when we receive the packaging, we store in the warehouse at ambient temperature. Once the product is scheduled for packing we bring in the packaging in production area which is maintained around 18 degrees celsius. After packing, the pallets are pushed to warehouse 1 again (up till now the induction seal is intact). Once the entire batch is packed, all pallets are taken to Warehouse 2 and when the seals were observed, it failed. We tried everything, curing too but still the issue persisted.
- All filing products are done at same temperature around 18 degrees celsius
- Initially we were grabbing random 10 samples but later on we checked many shippers (with all bottles) and induction seal failed in Warehouse 2
- The neck finish is similar to other bottle but the catch with this one is, it is manually capped and it locks. Then passed through induction seal.
- The filling speed varies as we pack different sized capsules
- It is manual capping, noting that the cap is tightened to an orientation via locking lugs and not to a given torque.
- Induction sealing unit is stable, doesn't move at all
The induction seal is perfectly fine when checked after 15mins when the line is running. Even after the batch is completed it is fine. It is when the pallets are moved from 1 warehouse to the other. Our warehouses are not temperature controlled. This issue is only happening during winter time. But then when I think milk bottles are refrigerated and still the induction seal is intact so what's wrong here? The induction seal is same as other bottles which never has issues.
Original Message:
Sent: 06-14-2025 04:49 PM
From: Robert Larkin
Subject: Temperature effect on Induction Seal
Some questions for you:
- Can you add a photo of what you are calling a diamond shaped bottle.
- Do you store the incoming bottles in a location where they come to ambient temperature prior to filling?
- Are all the product filling temperatures the same?
- How are you checking seal performance on line - are you pulling a fuller capper round if a rotary capper. If not rotary, but in line, are you pulling a group of 10 samples or are you puling random samples? Would recommend pulling 10 samples in a row.
- with the diamond bottles, are the neck finish and closure identical to the other bottles?
- Is the filling line speed the same on all bottle shapes?
- are you checking immediate removal torque before the induction sealer? Do groups of 10 samples pulled in a row and check for consistency of torque.
- is the induction unit stable, level and not moving while line is running?
Induction seals are broken down to 3 requirements, Pressure/Heat/Time, but any one of these variables can be impacted by some of the items above.
- pressure - you have to have an adequate and appropriate torque to force the induction seal to make 100% contact 360 degrees around the bottle finish
- Heat - this is driven by the induction unit and based on height or gap above the cap to the unit itself, and the energy level settings and conveyor speed. Since it is a fixed length, speed results in amount of dwell time the closure is getting under the seal head.
- Time - exposure time under the sealing head
Hope it help.
Bob